
Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview


Department of Materials Science, Rzeszow University of Technology, Al. Powstancow Warszawy 12, 35-959 Rzeszow, Poland
Metals 2021, 11(3), 481; https://doi.org/10.3390/met11030481
Submission received: 25 February 2021
/
Revised: 9 March 2021
/
Accepted: 12 March 2021
/
Published: 14 March 2021
(This article belongs to the Special Issue Titanium Alloys and Titanium-Based Matrix Composites)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Titanium alloys have been considered as unique materials for many years. Even their microstructure and operational properties have been well known and described in details, the new technologies introduced—e.g., 3D printing—have restored the need for further research in this area. It is understood that martensitic transformation is usually applied in heat treatment of hardenable alloys (e.g., Fe alloys), but in the case of titanium alloys, it also occurs during the thermomechanical processing or advanced additive manufacturing. The paper summarizes previous knowledge on martensite formation and decomposition processes in two-phase titanium alloys. It emphasizes their important role in microstructure development during conventional and modern industrial processing.
1. Introduction
Titanium alloys, due to their unique properties, are used by various industry branches for a wide spectrum of applications, from transportation (mainly in the aerospace industry) to medicine. The classification of titanium alloys is based on the content of α and β phases in their microstructure—the following main groups are distinguished: α, α + β, and β alloys, with further subdivision into near-α and near-β alloys [1]. Microstructure, thereby mechanical properties, of titanium alloys are usually developed in combined plastic working and heat treatment processes—called thermomechanical processing (TMP) [2,3]. Generally, two extremely different microstructures are developed in two-phase α + β alloy, concerning the morphology of α phase: lamellar and globular (equiaxed) [4,5,6]. Quite unique mechanical properties can be achieved in the case of titanium alloys characterized by a mixture of the types of mentioned microstructures, i.e., bi-modal [5,6] or even tri-modal [6,7] microstructures, or a mixture of coarse and fine lamellae, i.e., bi-lamellar microstructure [6].
Martensitic microstructure in α + β alloys is considered to be rather temporary, and after tempering, it is transformed into fully fine lamellar microstructure [5,6]. Hence, heat-treated—i.e., hardened and tempered—martensitic titanium alloys (e.g., Ti-6Al-4V) exhibit high mechanical properties and are widely used for heavily loaded structural parts [8].
Semiatin’s recent review [9] on TMP of α + β titanium alloys largely concerns the fragmentation and spheroidization processes of α lamellae and martensitic α′ acicular phases. It was postulated that the acicular microstructure accelerated dynamic spheroidization, especially at low temperature. It was also mentioned that the martensitic phase plays an important role in superplastic deformation (SPD), during which it is fragmented into small equiaxed grains enabling enhanced plastic strain. Probably Inagaki [10] and Zherebtsov et al. [11] were the first to observe what was later confirmed and analyzed by other researchers [12,13]. Markovsky et al. [14] also demonstrated the benefit of initial martensitic microstructure in developing an ultrafine α grains in Ti-6Al-4V alloy.
Even if the TMP of titanium alloys seems to be well known and industrially verified, some modern technologies, like additive manufacturing (AM), intended to produce near-net shape structural parts, require a new approach which cannot be based on plastic deformation. Dutta and Froes [15,16], based on ASTM standards, classified AM technologies for metals into two categories: directed energy deposition (DED) and powder bed fusion (PBF). The DED technologies (direct metal deposition (DMD), laser engineered net shaping (LENS), shaped metal deposition or wire and arc additive manufacturing (WAAM)) offer larger build envelope and higher deposition rate compared with the PBF methods, but their ability to build hollow cooling passages and finer geometry is limited. The building of complex features and high precision parts is possible using the PBF technologies (selective laser sintering (SLS), direct metal laser sintering (DMLS), selective laser melting (SLM), and electron beam melting (EBM)) which, however, have other limitations related to the size of build envelope and horizontal layer building ability. In the case of titanium alloys, the AM technologies create the conditions for martensite formation in their microstructure. Yang et al. [17] analyzed such process in the SLM technique, where the metal powder layer is first heated and melted rapidly by the focused laser beam. They indicated that during SLM, the Ti-6Al-4V is subjected to a high temperature gradient (106 K/m) as well as rapid solidification and cooling rates (can reach 108 K/s). Under such rapid solidification and cooling rates, bcc β phase transforms completely into metastable hcp α′ martensite. The resulted microstructure favors intergranular failure which deteriorates alloy ductility. He J. et al. [18] noticed that the martensitic α′ phase in the microstructure of Ti-6Al-4V alloy resulted in the improvement of tensile strength and hardness and decrease in plasticity. Xu Y. et al. [19] considered that the fracture mechanisms of SLM-produced Ti-6Al-4V specimens were affected by the width of martensite needles. Martensitic transformation was also observed in titanium alloys produced by other AM methods, both DED and PBF ones—LENS [20], SLS [21], and EBM [22]. It is worth adding that the effect of martensite on mechanical properties of AM titanium alloys is not clear-cut. Zafari and Xia reported [23] a fully martensitic α′ Ti-6Al-4V alloy, produced using SLM, exhibiting an impressive combination of high ductility and strength. In the same alloy, a two-phase α + α′ microstructure was developed by EBM process and a desirable increase in both strength and ductility was found [24]. This shows the research potential in this area.
Innovative technologies, like AM, offer new production possibilities for metallic materials which have been successfully processed for years by conventional methods. The novelty of the presented overview is an attempt to correlate commonly known physical properties of titanium and its alloys with the particular requirements of AM, especially in terms of martensite formation.
Further in this paper, principal data on martensite formation and decomposition are collected and presented (in Section 2 and Section 3, respectively). The effect of martensite α′ content in microstructure of two-phase α + β titanium alloys, processed by conventional (TMP) or modern (AM) methods, on the final mechanical properties is also analyzed. In Section 4, the role of martensitic phase in the development of microstructure of two-phase titanium alloys using TMP routes is discussed, while Section 5 is devoted to AM processes leading to unintentional martensite formation in titanium components.
2. Martensitic Transformation and Martensitic Phases
The possibility of martensite formation in titanium alloys results from allotropic transformation Tiα↔Tiβ, which is considered as a primary phase transformation in titanium. During the heating of titanium to the temperature above 882.5 °C, Tiα (hcp) transforms into Tiβ (bcc). In the case of cooling, the reverse transformation Tiβ→Tiα occurs. At low cooling rates, allotropic transformation Tiβ→Tiα proceeds by nucleation and growth of new phase crystals, whereas at ahigh cooling rate, the allotropic transformation has the features of martensitic transformation. In pure iodide titanium, after cooling at the rate of 100 K/s shear processes, related to diffusionless martensitic transformation, can be observed only on β phase grain boundaries. In titanium alloys, increase in alloying elements content (e.g., Cr, Mo, V, Nb, Sn, and Zr) reduce the martensite start temperature (TMs), but also the critical cooling rate, so fully martensitic microstructure in these alloys can be developed. In titanium alloys containing Mo, Mn, Nb, and V, martensitic transformation can be induced by plastic deformation caused by external load. The content of mentioned alloying elements must be high enough to reduce the TMs to a value close to room temperature. Moreover, the cooling rate should also be high enough to prevent precipitation of intermediate phases which preclude martensite formation through deformation [1,3,25].
Martensitic transformation in titanium alloys is related to atom movement and lattice deformation. Such a shear transformation process is believed to be realized by activation of the following shear systems: [111](11−2) and [111](−101) in β lattice or [2−1−13](−2112) and [2−1−13](−1011) in α lattice, also by twin formation in or plains [3,25]. According to Lütjering and Williams [4], the hexagonal martensite, designated as α′, exhibits two morphologies: massive (lath) and acicular ones. Massive martensite can be observed in pure and low-titanium alloy and titanium alloys which exhibit high TMs. Acicular martensite is characteristic for the alloys with higher solute content, reducing TMs.
Two martensitic phases are considered the most important in titanium alloys—α′ and α″. The α′ phase is a supersaturated solid solution of elements in Tiα allotropic form, and it has the same hcp crystal structure. It is usually obtained by fast cooling (water quenching) from the temperature range of β phase stability, but it can be formed by plastic deformation or during aging in zones of β phase depleted in elements stabilizing it (β-stabilizing elements). It is rather obvious that martensitic phases are compared to martensite in steels. In the case of titanium alloys, some features differentiate α′ phase from martensite in steel. The α′ phase is a supersaturated substitutional solid solution, whereas in steels, martensite is a supersaturated interstitial solid solution. Martensite content in microstructure results in lower strengthening effect compared to iron alloys and titanium alloys with fully martensitic microstructure have quite good plasticity, which is distinct from quenched steels [3].
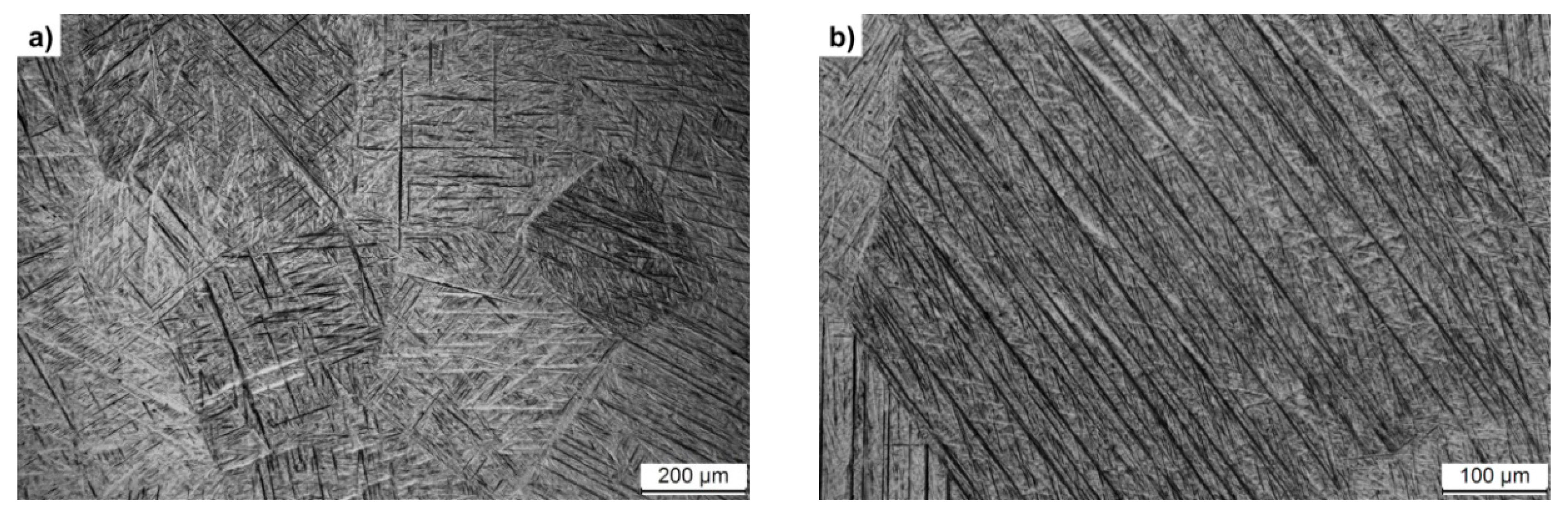
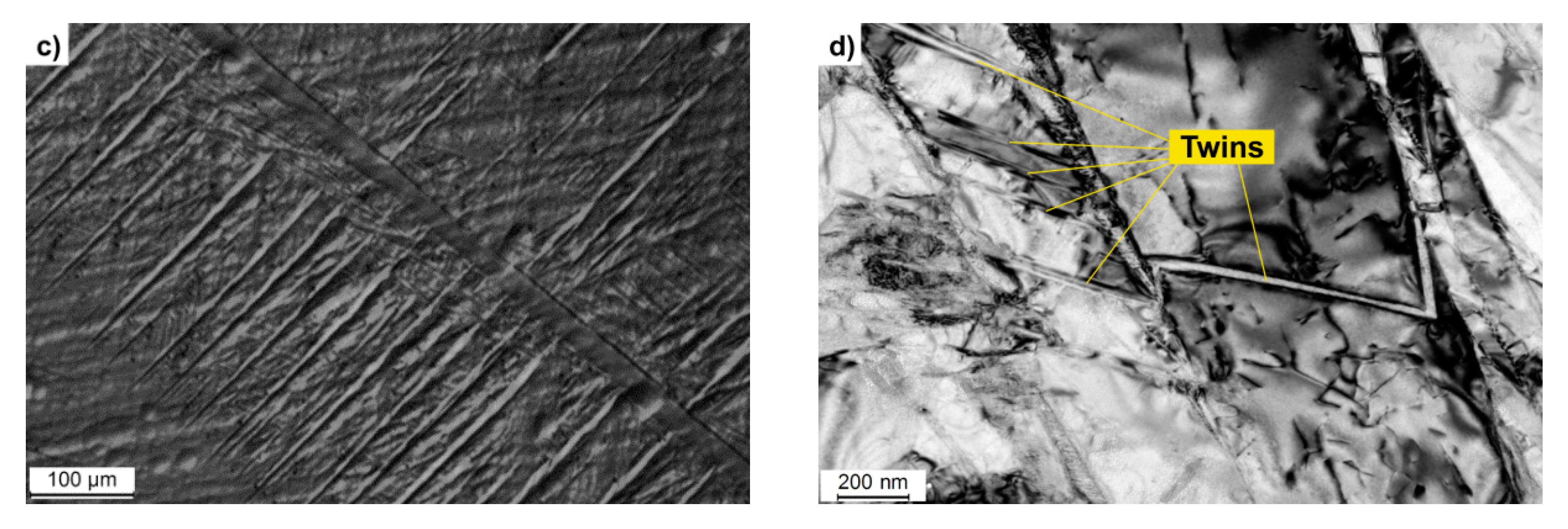
As mentioned before, the martensitic α′ phase in titanium alloys is usually acicular (needle-like) (Figure 1). Besides alloy composition, the needle morphology and orientation in prior β grains (Figure 1a) are determined by heat treatment or plastic working at the temperature of β phase stability and even by minor changes of cooling conditions [1,3,4]. Transmission electron microscopy examination enables to reveal twins and high dislocation density in needles (Figure 1d).
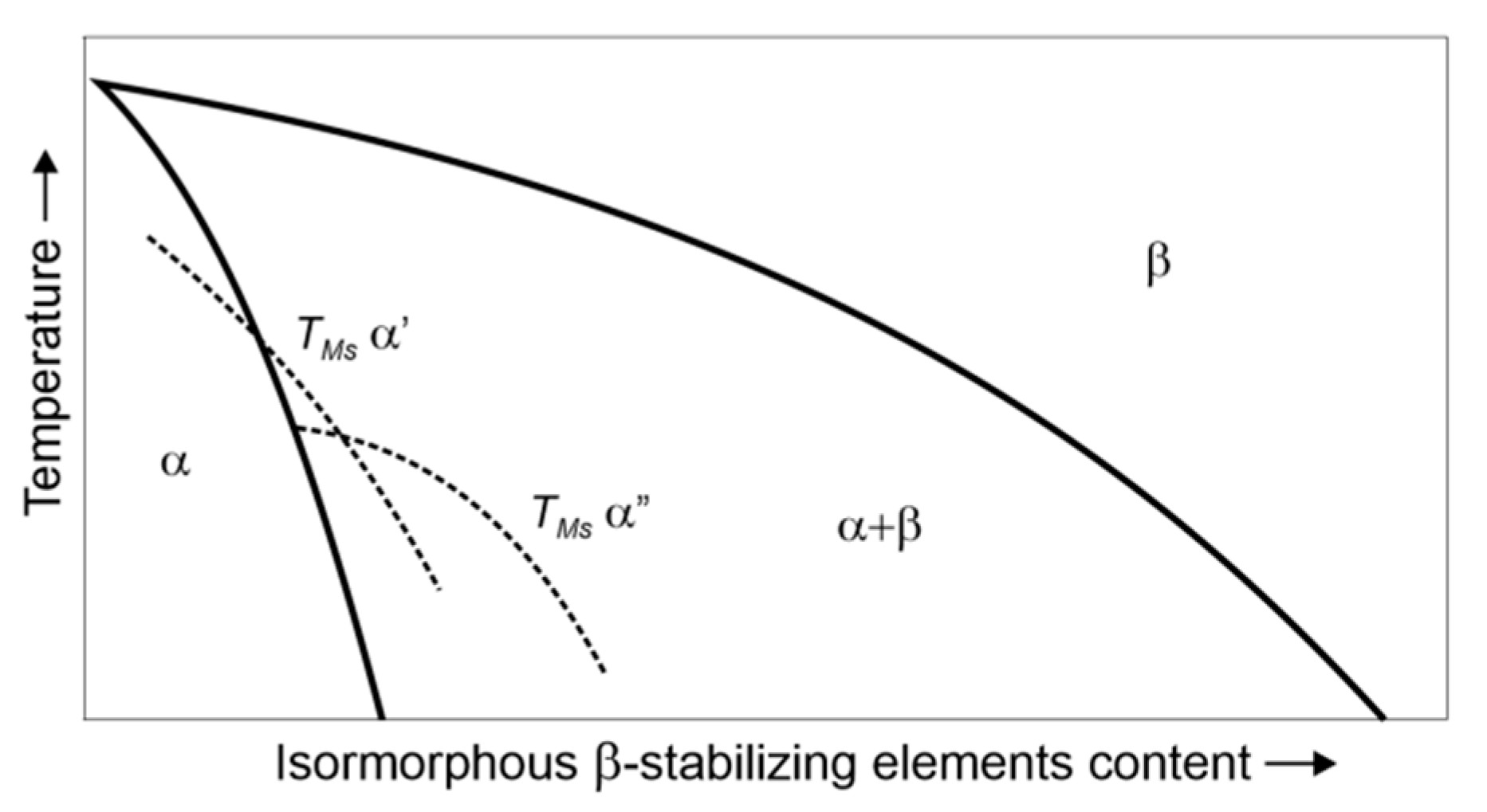
In some martensitic titanium alloys containing transient elements (e.g., Mo, V, Nb, and Ta), another martensitic phase, α″, can be formed. It is believed that the following features of alloying elements—atom volume, concentration of electrons, and valence (higher than for titanium, i.e., >4)—determine α″ phase formation in the alloy. The α″ phase, same as the α′ phase, is a supersaturated solid solution of elements in Tiα phase, but it crystallizes in orthorhombic system. Morphology of both martensitic phases is similar (acicular), but they differ in needle size [3,25]. In Ti-Nb shape memory alloys, the structure of quenching-induced α″ martensite is often twinned—mainly by {111}-type twins [26]. Banerjee and Williams [27] analyzed the effect of β-stabilizing elements on metastable transformations in titanium alloys. They showed that TMs decreased with increasing β-stabilizing content and, moreover, the TMs for α″ phase is lower than that for the α′ phase (Figure 2).
Moiseev et al. [28] further noted that in Ti-Mo and Ti-V titanium alloys, the α″ phase depleted in β-stabilizing elements had the same mechanical properties as α′ phase. They also found that the α″ phase was softer than that of α′. Even if the α′ phase in titanium alloys has no high hardness and strength, as martensite of steel has, formation of α′ phase can lead to their noticeable hardening [29]. In general, the hardness of such alloy increases as the rate of cooling [30] and the temperature of quenching [31] increases (both raise the martensite content). It is also worth adding that the grain size of prior β grains (Dpriorβ) determines room temperature mechanical properties of titanium alloys with fully martensitic microstructure. Chong et al. [32] indicated that for Ti-6Al-4V alloy, the ultimate tensile strength (UTS) and elongation for Dpriorβ = 200 μm were 1047 MPa and 9.4%, while for Dpriorβ = 8 μm, were 1298 MPa and 19.8%, respectively.
3. Martensite Decomposition
Both α′ and α″ martensitic phases in two-phase structural titanium alloys are considered as intermediate phases, which during annealing (tempering), are transformed to lamellar α + β microstructure, giving them high mechanical properties [5]. Decomposition of martensitic phases is, therefore, a desirable process during heat treatment of titanium alloys applied for heavy load structural parts.
Martensite transformation in titanium alloys is most often associated with its decomposition into a mixture of thermodynamically stable α and β phases [4,5,33,34,35,36]. As reported by Bylica and Sieniawski [36], the α′ and α″ martensite decomposition in titanium alloys takes place according to the following schemes:
wheres α′depl—α′ phase depleted of the β-stabilizing elements, α″enr—α″ phase enriched in the β-stabilizing elements, αM and βM—metastable α and β phases, respectively. The mechanism of the mentioned processes depends mainly on the decomposition temperature and chemical composition of martensite. Decomposition of the α′ phase (1) can be considered as a precipitation of β phase together with gradual depletion of α′ phase until its chemical composition corresponds to an equilibrium α phase or as a precipitation of depleted α′ phase and subsequent transition of enriched zones of α phase into β phase. Concerning decomposition of α″ phase (2), various mechanisms are also considered [36]:
α′ → α′depl + β → α + β,
α″ → α″enr + αM → α + βM → α + β,
- precipitation of metastable βM phase from martensitic α″ phase, and then α″depl phase depleted in the β-stabilizing elements transforms into α′ phase and, next, into α phase:α″ → α″depl + βM → α′ + βM → α + β;
- precipitation of α, causing gradual enrichment of α″enr phase (in the β-stabilizing elements) and then its transition into metastable βM and, finally, β phase:α″ → α + α″enr → α + βM → α + β;
- formation of zones with different concentration of alloying elements (α″depl and α″enr) which transform into metastable α″depl and βM and, finally, stable α and β phases:α″ → α″depl + α″enr → α″depl + βM → α + β.
It is believed that the efficiency of tempering titanium alloys having a specific chemical composition depends on the process temperature and time [37,38]. It should be noted that the effect of tempering—expected high strength—results from the formation of metastable phases, their decomposition, and precipitation of highly dispersed phases [37,39]. Therefore, the decomposition of martensitic phases (α′, α″) can also be accompanied by the creation of intermetallic phases (e.g., Ti3Al, TiFe).
Based on recent results concerning the continuous heating of hardened Ti–6Al–6V–2Sn alloy [40], it was found that the α″ martensite decomposition is diffusion-driven transformation of the supersaturated phase (at the temperature range of 400–600 °C). Moreover, precipitations of fine β particles (with diameter of ~5nm) were formed mainly along the boundaries of α laths, formed with the participation of nano-twinning process. Yu et al. [41] claimed that the α′→α + β decomposition in Ti-6Al-4V was an elemental diffusion transformation, and the shape and position of its products changed with time. They described a relationship between the shape and distribution of precipitates and the temperature of tempering. The precipitations were randomly distributed in the crystals and the grain boundaries or formed local aggregations at the grain boundaries.
Lee et al. [42] mentioned the spinodal decomposition of α″ martensite in Ti-Mo alloys, whose mechanism can be considered as a formation of zones varying in saturation of Mo (α″Mo-depl and α″Mo-enr—depleted and enriched in Mo, respectively) according to formula (5). However, their work concerned the α″ martensite decomposition mechanism in Ti-Al-Fe-Si alloy. It was found that at low tempering temperature (<450 °C), Fe-rich α phase was transformed in the twins of α″ martensite, while at higher tempering temperature (>450 °C) the Fe-depleted α″ martensite (due to Fe atoms diffusion to the α″/α interface) transforms into α phase.
As was mentioned before, martensite decomposition during the tempering process is considered as a conventional way for developing specific mechanical properties through heat treatment. Other aspects, like the effect of factors other than tempering temperature on the martensite decomposition process, are not too often investigated. Some papers indicate the possibility of plastic deformation of titanium alloys in a hardened state [43,44,45]. Li et al. [43] analyzed the deformation mechanisms of martensite and found that deformation of α phase in Ti–3Al–4.5V–5Mo (VT16) alloy is accompanied by α″→α′ transformation [43]. In one study [44], the decomposition process of deformed martensite in the mentioned alloy was briefly analyzed during continuous heating up to 800 °C. Matsumoto et al. [45] investigated Ti-V-Al and Ti-V-Sn alloys, quenched and, next, cold groove rolled. They found that the microstructure of acicular martensite α′ in as-quenched titanium alloy evolved into refined equiaxed cell structure with size less than 200 nm after cold groove rolling. Moreover, after the low temperature heat treatment at 300 °C of quenched and cold-deformed Ti-12V-2Al alloy, the α″ phase formed finally in the α′ martensite matrix.
It should be also pointed that the hot deformation of martensite has also been analyzed as a mechanism for development of ultrafine-grained microstructure in two-phase titanium alloys [13,46] (discussed in more detail in Section 4).
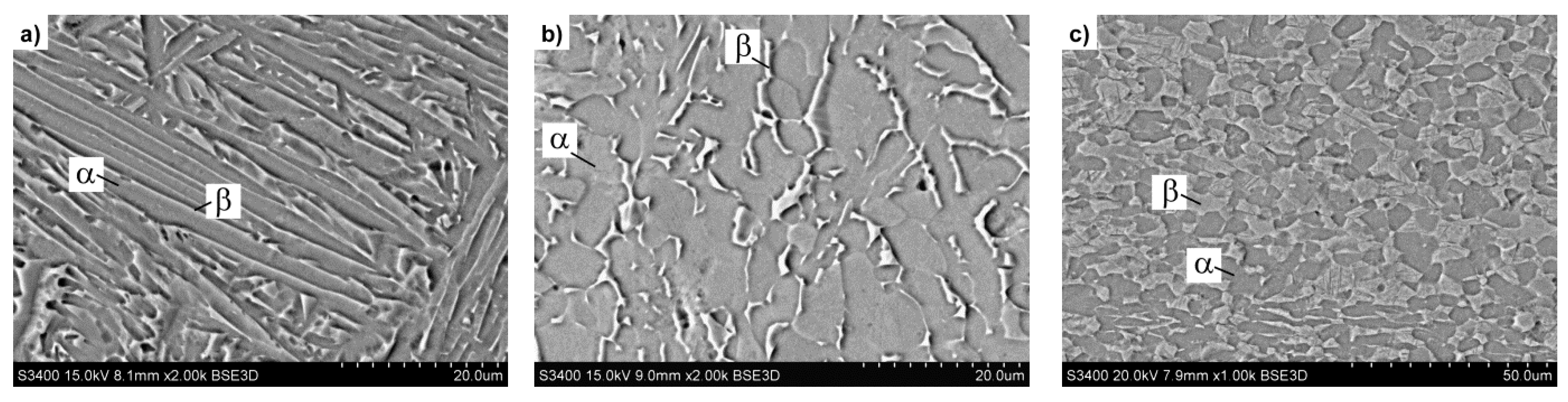
Motyka et al. [47] analyzed the decomposition process of deformed martensitic phase in Ti-6Al-4V. The alloy was water-quenched from the temperature within stable β phase range (1050 °C) and, next, cold compressed up to about 20% strain. Deformed and undeformed specimens were tempered at 600, 750, and 900 °C for 1 and 2 h. It was found that the decomposition of martensitic phase at the temperature of 600 and 750 °C led to slight thickening of its laths—no meaningful differences between the morphology of tempered deformed and undeformed martensite were found. Significant microstructural changes were observed after tempering at the temperature of 900 °C (Figure 3a,b)—deformed martensite laths exhibit tendency towards fragmentation and spheroidization. Because the tempering temperature is in the lower range of α + β→β phase transformation, the observed results could be caused by both martensite decomposition and phase transformation processes. Regardless of the tempering temperature, the product of martensite α′(α″) decomposition was a mixture of α and β phases—both in the case of undeformed and deformed martensite. Motyka et al. [48] analyzed martensite decomposition in Ti-6Al-4V alloy during hot deformation process. They found that the microstructure is globular after compression at 900 °C (Figure 3c), similar to that obtained after tempering at the same temperature (Figure 3b). Martensite decomposition during hot deformation process seems to favor α + β→β phase transformation—a higher volume fraction of β phase compared with “static” tempering at 900 °C (Figure 3b).
4. The Role of α′(α″) Martensitic Phase in the Development of Microstructure of Two-Phase Titanium Alloys
As mentioned before, the development of the demanded microstructure of two-phase titanium alloys is usually realized in TMP, which is generally composed of three stages: I—initial heat treatment, II—hot deformation, and III—final heat treatment. Due to the limited possibilities of microstructure development by heat treatment methods only (resulting from unique features of Tiβ↔Tiα transition), hot working operation (at the temperature in the range of α + β→β transformation or in the range of stable β phase) is crucial in TMP. The initial heat treatment is applied for increasing plastic deformation effects (mainly grain refinement), whereas the final heat treatment operations are usually used for stabilization of microstructure (they restrict grain growth) [2,3,4,5,6,49,50].
Titanium alloys belong to the group of metallic materials for which superplastic forming (SPF) is applied, especially when forming parts can be simultaneously diffusion-bonded (SPF/DB). SPF is based on the fine-structured superplasticity, which demands fine-grained and equiaxed microstructure of deformed material [51,52]. Obviously, such material conditions may be met when severe plastic deformation (SPD) methods are used [53]. However, in the past, when SPD methods were not widespread, some attempts for development of fine-grained and equiaxed microstructure in TMP were made. Even though conditions for TMP developing a globular microstructure in two-phase α + β alloys were commonly known [4,5,6], the grain size of α phase was not satisfactorily small. Inagaki [10,54] investigated the Ti-6Al-4V alloy prepared by various routes of TMP. He found that the superplasticity of examined material can be enhanced by solution treatment 1050 °C/water and then severe hot rolling at temperatures below 750 °C. Inagaki observed that α′ martensite needles were broken up during hot rolling into stringers of tiny grains. This allowed obtaining a total elongation of 2100% in tensile test at 850 °C and strain rate of 10−2 s−1 (also in Ti-6Al-2Sn-4Zr-6Mo and Ti-6Al-2Sn-4Zr-2Mo alloys). Such behavior was further analyzed in detail using TEM methods. It was found that the initial microstructure of Ti-6Al-4V alloy, before the high-temperature tensile tests, consisted of fine, fragmented α + α′ martensite grains which, at earlier stages of the superplastic deformation, had decomposed into small, well-defined equiaxed α subgrains surrounded by thin β phase films.
Motyka et al. [12], based on above results, investigated superplasticity of Ti-6Al-4V alloy TM processed by water quenching (from the temperature of β stable region (1050 °C) and α + β range (950 °C)), hot forging at about 900 °C and recrystallization annealing (800 °C). Recrystallization annealing, the final heat treatment in TMP, caused spheroidization of α grains, though also their growth. Thus, the highest superplastic strain (a total elongation higher than 1600%) was found for the alloy water-quenched from the temperature of 1050 °C and hot forged—even the initial microstructure was not equiaxed. High elongation was achieved because highly deformed and elongated α grains transformed into globular ones (by fragmentation and spheroidization processes) during the heating to the deformation temperature and initial stage of superplastic deformation. In summarizing, it can be assumed that spheroidization of elongated thin laths (formed from α′ martensite needles) at the initial stage of superplastic deformation retards the growth of α grains during the process, while initial equiaxed grains grow more, which limits superplastic elongation to a greater extent.
As explained earlier, martensite decomposition during hot deformation process can lead to grain refinement in titanium alloys, enhancing their superplasticity. However, grain refinement methods are usually used for material strengthening. Warm or hot deformation of martensite was also analyzed in aspects of development of ultrafine-grained (UFG) microstructure in two-phase titanium alloys. Semiatin et al. [55,56] have postulated that the level of grain refinement in titanium alloys strongly depends on the initial microstructure and TMP route. They have shown that the final grain size can be significantly reduced through lowering of the deformation temperature and utilizing a finer initial microstructure, particularly by reducing the α platelet thickness. Zherebtsov et al. [11] observed that in Ti–6Al–4V billets processed by warm severe plastic deformation, the formation of a homogeneous UFG microstructure is promoted by initial microstructure which is either fully martensitic or globular. Park et al. [57,58] analyzed high-temperature deformation behavior and microstructural evolution process of ELI Ti-6Al-4V alloy having martensite microstructure. Hot compression tests were carried out at the temperature range of 700–950 °C. Fully dynamically globularized material exhibited high hardness due to the fine grain size and high dislocation density. Matsumoto et al. [59] also noticed that for Ti-6Al-4V alloy with an initial α′ martensite microstructure, after compressing at 700 °C (strain rate of 10 s−1), was characterized by UFG microstructure with an average grain size of 200 nm and a high fraction of high-angle grain boundaries. The behavior of the α′ martensite microstructure was attributed to the considerable number of nucleation sites such as dislocations, interfaces of martensite variants and {101-1} twins, and the high-speed grain fragmentation along with subgrain formation in the α′ starting microstructure during the initial stage of deformation. Chao et al. [13] obtained an even smaller grain size in Ti-6Al-4V alloy—150 nm—through TMP of a martensitic starting microstructure. They explained a mechanism of grain refinement which involves the development of substructure in the lath interiors at an early stage of deformation, which progressed into small high-angle segments with increasing strain. Observed grain refinement was caused by continuous dynamic recrystallization and decomposition of the supersaturated martensite. Similar effects were observed by Motyka et al. [48]. They found that martensite decomposition during compression at 600 °C enhanced grain refinement in Ti-6Al-4V alloy. The obtained UFG microstructure contained α grains having size even smaller than 200 nm. Gu et al. [46] investigated UFG α + β titanium alloy (Ti-6.5Al-3.3Mo-1.8Zr-0.26Si) produced by deformation at relatively low temperature or high strain rate. They noticed that during the compression of a martensite microstructure at 890 °C, both the α and β phases were dynamically recrystallized and the lamellae were broken up by means of grain boundary sliding and phase penetration along the subgrain boundaries. At lower temperature (650 °C), α phase was dynamically recrystallized, whereas β phase precipitated and grew in the α matrix. It was clearly suggested that the initial martensite microstructure should be preferred for the manufacturing of UFG titanium alloys by TMP routes.
Considering the role of martensitic phase in the development of microstructure of two-phase titanium alloys, thermohydrogen processing (THP) should be mentioned [60]. It is based on the modifying effect of hydrogen during heat treatment and forming processes, leading to refined microstructure and enhanced mechanical properties. It was known already in 1994 that THP combined with hot working enabled development of UFG microstructure in titanium alloys, although without participation of martensitic phase but needle-like metastable αM phase [61]. According to Murzinova and co-authors [62], such processing enables the formation of nanocrystalline structure in two-phase titanium alloy. In order to control the effects of THP, it is important to know and understand the effect of hydrogen content on phase transformation in titanium alloys. Qazi et al. [63] investigated hot isostatically pressed Ti-6Al-4V-H alloy and observed, in its microstructure, the α′ and α′’ martensite laths for hydrogen content of 10 at.%. Zong et al. [64] found that the β transus, martensite start TMs, and finish TMf temperature decreased with increasing hydrogen content. In another paper, Qazi and co-workers [38] analyzed martensite decomposition in hydrogenated Ti-6Al-4V alloy. They found that tempering at a temperature below the β transus and above the Ms resulted in the transformation of the martensite to equilibrium α and β phases. In the case of tempering at a temperature below the Ms, martensite first partially transformed into metastable β phase, and then into α and β phases.
Martensite formation seems to play a crucial role in the microstructure development of titanium alloys during AM, so it will be described separately in Section 5.
5. Martensite Formation during Additive Manufacturing Processes
AM processes are considered as quite modern technologies opening up new possibilities for production of near-net shape structural parts. Even though they are used for well-known structural metallic materials, the obtained microstructure significantly differs from this, which is developed by conventional methods (i.e., cold or hot working). A characteristic feature of AM technologies is usually high cooling rate accompanying the building process, which favors martensite formation in the microstructure of titanium alloys.
It is generally accepted that depending on material and process, non-equilibrium phases evolve in the as-fabricated state, e.g., α′ phase in titanium alloys. As heat conductivity is usually anisotropic during AM processes, with a significantly higher conductivity in the build direction through previously built layers, anisotropic microstructures with elongated grains are found that consequently lead to anisotropic properties. Obviously, the final operational properties can be achieved by using additional heat treatment. The thermal cycle in AM involves a reheating of already solidified layers, so in situ heat treatment is possible. If it is not sufficient, the final part microstructure may be adjusted within a wide range by subsequent ex situ heat treatment [65,66].
5.1. PBF Methods
Unique physical and thermal properties of titanium and its alloys, in combination with the high temperature gradients and complex thermal cycle usually involved in AM, make them one of the most interesting materials for investigation of the relationships between process conditions, microstructure, and mechanical properties. Among the titanium-based materials, mainly commercially pure titanium (CP Ti) and two-phase α + β Ti-6Al-4V alloy have been investigated by many research groups [65]. Qian et al. [67] analyzed the macro- and microstructural characteristics, defects, and tensile and fatigue properties of Ti-6Al-4V manufactured by SLM, laser metal deposition (both powder and wire), and selective EBM compared to conventionally produced bars (in mill-annealed condition). Authors also indicated the necessity for post-AM surface or/and heat treatments in most cases. They claimed that post-AM heat treatment, in general, was not needed for EBM-produced parts, but it was necessary for SLM-produced Ti-6Al-4V alloy for improving ductility and reducing anisotropy in mechanical properties. Regardless, the necessity for in situ or ex situ heat treatment of Ti-6Al-4V alloy after SLM, EBM, and laser metal deposition processes resulted from microstructure heterogeneity and α′ martensite presence.
In the case of titanium alloys (especially Ti-6Al-4V alloy), SLM technology seems to be the most often described in the technical publications among AM methods [17,18,19,23,68,69,70,71,72,73]. According to their authors, the martensite formation and decomposition belong to the main factors determining mechanical properties of SLM-produced Ti-6Al-4V alloy. Yang and co-authors [17] observed that in the microstructure of SLM-produced samples, martensite laths seems to have a characteristic orientation related to heat history, material characteristics, and substructure features. Such martensitic structure was considered as a hierarchical one, where primary, secondary, tertiary, and quartic α′ martensite laths were formed within columnar prior β grains. The primary α′ martensite extended across the entire parent β phase. Fine secondary α′ laths (with thickness of hundreds of nm) were parallel or perpendicular to the primary α′ martensite. Tertiary and quartic α′ martensite laths were even finer. It was found that the size of martensitic laths increases with hatch spacing, so it can be controlled by adjusting the SLM processing parameters (hatch spacing and scanning velocity). Hierarchical microstructure in SLM-produced Ti-6Al-4V alloy was also mentioned by Moridi et al. [68]. They distinguished a primary, secondary, and tertiary martensite as a result of cyclic heat treatment during the layer-wise SLM process which was partially tempered. Primary martensite in the prior β grains was more tempered (softer) compared with late (i.e., secondary and tertiary) martensite laths, which were finer because their growth was stopped by the boundaries of early martensite laths, and less tempered (harder). Even if we agree that the martensite decomposition is a clue for achieving high mechanical properties of produced parts, and it can take place during SLM process (called “autotempering” in [67]), the complete martensite decomposition requires in situ or ex situ heat treatment. He et al. [18] confirmed that at the beginning of the SLM process, the two-phase microstructure of Ti-6Al-4V transforms rapidly into a fully martensitic one. They noticed that the size of prior β columnar grains, filled by acicular martensite phase, was related to the width of laser scan track. Because the presence of martensitic α′ phase in the microstructure resulted in the improvement of tensile strength and hardness and decrease in plasticity of the examined alloy, the authors proposed using a relieving heat treatment—annealing at 730 °C for 2 h in nitrogen gas conditions. It reduced α′ phase content via its decomposition and enabled developing a fully α + β phase mixture in the alloy microstructure. Other researchers [19] also confirmed that the presence of acicular α′ martensite and columnar prior β grains in the microstructure of SLM-processed Ti-6Al-4V alloy decreased its ductility. In this paper, it was mentioned that ductility could be improved by high-temperature preheating or heat treatment, but in the expense of the alloy strength and efficiency of the SLM process. The authors claimed that satisfactory mechanical properties of SLM-produced Ti-6Al-4V alloy could be achieved by some special temperature evolution conditions, controlled by processing parameters such as layer thickness, hatch spacing, energy density, and area ratios between the support structure and the component being manufactured. They demonstrated that a proper overall temperature and long cumulative residence time within the temperature window was favorable for in situ α′ martensite decomposition. From the point of view of reducing the overall cost of AM produced parts, in situ heat treatment seems to be the appropriate operation enabling martensite decomposition in titanium alloy. In the work of [69], such treatment was applied during the SLM of Ti-6Al-4V alloy through the proper selection of processing parameters to minimize porosity with a tight hatch distance associated with long exposure periods at high temperature. Extensive martensite decomposition (α′→α + β) along the building direction was found, resulting in the formation of a uniform, fine lamellar α + β microstructure. Because the temperature of the performed heat treatment was higher than TMs, a relatively thin martensitic layer (150–250 µm) was formed. The transition from α′ plates to stable α lamellae proceeded along the building direction. The formation of the intermetallic α2-Ti3Al phase was also found along this direction using high-energy synchrotron XRD and TEM methods. Ali et al. [70] proposed high-temperature preheating during SLM, reducing thermal gradients and giving the possibility to control/tailor as-built mechanical properties. A high-temperature SLM powder bed capable of preheating to 800 °C was used during processing of Ti-6Al-4V feedstock. It was found that increasing the bed temperature to 570 °C significantly reduced residual stresses within components and enhanced yield strength and ductility. Preheating enabled the decomposition of martensite into an equilibrium α + β microstructure.
It should be mentioned that in the case of porous parts (e.g., for orthopedic purposes), thermal conditions during AM processing favor martensitic formation to a greater extent than in bulk elements. A route for α′ decomposition in sub-β-transus ex situ heat treatment of SLM-fabricated parts made of Ti-6Al-4V alloy was proposed in [71]. The authors of this paper did not find any microstructural changes after annealing at 650 °C for 1 h, whereas after 2 h, fine precipitates of β phase along the α′ needle boundaries were observed. The heat treatment performed at a higher temperature of 800 °C for either 1 or 2 h led to development of fine α + β microstructure, in which β phase was present as particles fewer in number and larger in size (compared with the parts annealed at 650 °C for 2 h). Ex situ heat treatment at 800 °C/2 h improved the ductility of SLM-processed Ti-6Al-4V alloy and slightly reduced its strength.
Ex situ, post-SLM, heat treatment of Ti-6Al-4V alloy was also analyzed by Caoa et al. [72] in terms of static coarsening mechanism of lamellar microstructure at the temperature range of 700–950 °C. It was found that high-temperature heat treatment facilitated martensite decomposition and promoted lamellae growth. Observed static coarsening behavior in SLM-produced Ti-6Al-4V alloy was interpreted by LSW (Lifshitz, Slyozov, and Wagner) theory. It was indicated that the coarsening mechanisms were bulk diffusion at 700–800 °C, and a combination of bulk diffusion and interface reaction at 900 and 950 °C.
Neikter et al. [73] focused attention on the binary nature of the microstructure developed in a SLM-produced Ti-6Al-4V alloy. The binary microstructure was found in the horizontal plane and was formed with various laser scan angles between adjacent layers. According to the authors, the fine microstructure zone separated the coarse microstructure zones. It was also found that after the post-SLM heat treatment, the binary microstructure was retained unless the heat treatment temperature reached the β transus, but when this temperature was exceeded, the binary microstructure disappeared.
Based on the published results mentioned above, martensite phase decomposition seems to be the main purpose of using ex or in situ heat treatment for SLM-produced two-phase α + β titanium alloys. However, some researchers argue that the presence of martensitic phase in the microstructure does not preclude high mechanical properties of SLM-produced parts. It was mentioned earlier that Zafari and Xia [23] achieved high yield strength (1150 MPa) and excellent tensile elongation (14–15%) in SLM-produced Ti-6Al-4V alloy with fully α′ martensitic microstructure. According to them, it was critical to produce pure intersecting ultrafine α′ plates free of β phase by optimizing SLM parameters in order to avoid stress concentration at the α′/β interface and easy crack propagation along this interface. It was also explained that plastic deformation would then proceed by dislocation slip, which cuts and reorients α′ into randomly oriented nanograins until final ductile fracture with necking and dimple formation. The authors claimed that the usually observed poor ductility of SLM-produced parts was related to difficulty in preventing the formation of β phase and producing ultrafine α′ laths, rather than to the brittleness of α′ phase. Zafari et al., in their later work [74], confirmed that the energy density in SLM influenced the steady-state temperature in a deposited layer reached by balancing between heat input from the subsequent layers and heat loss in the previous ones. They determined a critical energy density necessary to reach for in situ α′ decomposition in the produced parts.
Grain refinement, as a way for improving the mechanical properties of SLM-produced Ti-6Al-4V alloy, was also indicated by Xu et al. [75]. The lamellar microstructure composed of ultrafine (~200–300 nm) α laths and retained β phases was developed during SLM. The authors claimed that the heat treatment time accumulated from the thermal cycling effect during the process was sufficient for a near-complete transformation of α′ martensite into ultrafine lamellar α + β mixture. As a consequence, the yield strength and total tensile elongation of the alloy were above 1100 MPa and 11.4%, respectively. It was noted that outstanding properties achieved were comparable with or better than in forged Ti–6Al–4V.
In the case of other PBF AM methods, SLS technology also promotes martensite formation in produced parts made of titanium alloys. In Kazantseva et al. [21], two martensitic phases, α′ and α′′, were found and distinguished in the microstructure of Ti-6Al-4V. The formation of the α′ martensite was associated with high cooling rates, whereas the mechanisms of orthorhombic α′′ phase formation with manufacturing conditions. It was explained that during PBF processes, including SLS, the temperature of the heating cycle can increase locally to α + β→β range for a short time and repeatedly, which can lead to the activation of diffusional processes and result in the formation of areas enriched with vanadium. The authors concluded that the formation of martensitic phases in SLS-fabricated Ti-6Al-4V alloy strongly depend on the parameters of laser sintering and, thus, through the selection of SLS parameters, various microstructures and properties could be developed in the same material.
EBM is considered as an important metal 3D printing technology due to its high potential applications in aerospace and biomedical fields. Similarly to previously described PBF AM methods, the final mechanical properties of produced parts are also developed via martensite decomposition process [22,24,76]. Tan et al. [22] claimed that EBM processing of Ti-6Al-4V is related to α′ martensitic transformation and α/β interface evolution. The authors noticed that α′ martensite was formed regardless of printing geometries. It was found that by increasing in-fill hatched thickness, the elemental partitioning ratios were raised and the β volume fraction increased. Moreover, vanadium segregation and aluminum depletion at the interface front causing α/β interface widening were observed, which could weaken them and reduce the strength of fabricated parts as the printing thickness increased. The authors suggested that in this work, it was possible to modify the microstructure and optimize compressive mechanical properties for EBM-printed Ti-6Al-4V parts by varying printing temperature. Through the reduction of the average beam current of the EBM process, it was possible to achieve a lower printing temperature and then a mixed microstructure of (α′ + α/β) developed. It was also confirmed that martensitic formation and decomposition took place during EBM thermal cycling. Similarly to SLM, post-process heat treatment for improving the tensile properties of EBM-manufactured parts is also considered. Significant increase in strength and ductility in EBM-manufactured Ti-6Al-4V alloy was revealed after sub-transus annealing at 920 °C followed by water quenching, leading to the development of two-phase α + α′ microstructure [24]. According to the authors, the partial decomposition of the martensite during annealing induced a substantial hardening of the α′ phase, which was attributed to fine-scale precipitation and solution strengthening. It was found that annealing at lower temperature—i.e., 500 °C—led to strengthening of α′ phase by the dispersion of fine β precipitates, and plastic deformation was initiated in the α phase. At higher annealing temperature, the martensite fully decomposed, resulting in mechanical properties similar to conventionally TM-treated Ti-6Al-4V alloy. What is worth adding is that post-EBM heat treatment enabled development of a large variety of microstructures and to achieve a broad range of mechanical properties of produced parts.
High isostatic pressing (HIP) was also proposed as a post-EBM treatment [77]. According to the authors, HIP of the as-built parts, having α′ martensitic microstructure, caused coarsening of martensite decomposition products. They claimed that the standard HIP at 920 °C, recommended by ASTM, might not be the optimal treatment. The HIP at 780 °C was instead recommended, which enabled to retain the fine microstructure of the as-built parts with their high strength, adequate elongation, good fatigue resistance, and narrow scatter of all the mentioned properties.
Some published data concern other AM techniques than those mentioned above, e.g., powder bed laser beam melting (PB-LBM) of the Ti-6Al-4V alloy in terms of its elastic behavior [78]. The elasticity of the α′ martensitic phase was investigated by experimental and simulation methods. It was shown that the Young’s modulus of the martensitic phase is lower than that of the pure Ti-α phase. Moreover, the effect of heat treatment, resulting in martensite decomposition into α + β mixture, on the elastic properties of PB-LBM-processed Ti-6Al-4V alloy was analyzed. It was found the elastic behavior of α′ martensitic phase was more anisotropic than that of the α phase.
5.2. DED Methods
The nature of the DED processes significantly differs from PBF techniques. The DED methods allow simultaneously feeding different kinds of powders through multiple hoppers and, therefore, produced parts can be made of composite materials or compositionally graded materials. Liu and Shin [79] noticed that the thermal behavior of DED process resulted in an acicular α′ martensitic formation in the microstructure of Ti-6Al-4V alloy, similarly to the SLM technique mentioned earlier. The presence of α′ martensite significantly increased the ultimate tensile and yield strength but decreased the ductility of the as-built components. They claimed that the α′ martensite laths in DED-processed alloy were also responsible for the lower crack propagation thresholds but higher fatigue limits as compared to EBM, wrought, forged, and heat-treated Ti-6Al-4V. Obviously, heat treatment for DED manufactured parts is considered. In [20], as-built and heat-treated specimens of LENS-processed Ti-6Al-4V alloy were compared. In both conditions, prior β grains aligned with the manufacturing direction were found, filled with acicular α′ martensite in the case of as-built parts. During heat treatment, a two-phase α + β microstructure was developed, which increased material plasticity and reduced anisotropy of mechanical properties (with a decrease in yield stress and ultimate tensile stress). Generally, post-processing heat treatment leading to the creation of α + β microstructure is recommended to increase the mechanical properties of LENS-produced Ti-6Al-4V alloy [80]. For the components produced by direct laser deposition (DLD), like in the case of LENS, HIP was used [81] as a post-processing treatment, which effectively closed pores and fully transformed the martensite microstructure into lamellar α + β phase, resulting in ductility improvement and slight strength reduction.
The role of martensitic phase in achieving high-strength AM components made of titanium alloys seems to be not fully understood. Dependent on the AM method and post-processing heat treatment used, the presence of martensite fine laths or martensite decomposition determines the high mechanical properties of Ti-6Al-4V alloy, which seems to be the most often studied AM-processed titanium alloy. It is interesting that the martensite formation process is more sensitive to the AM method applied in the case of pure titanium. Attar et al. [82] noted that the microstructure of LENS-processed CP Ti was composed of plate-like (Widmanstätten) α phase, whereas the SLM samples showed only martensitic α′ phase.
6. Summary
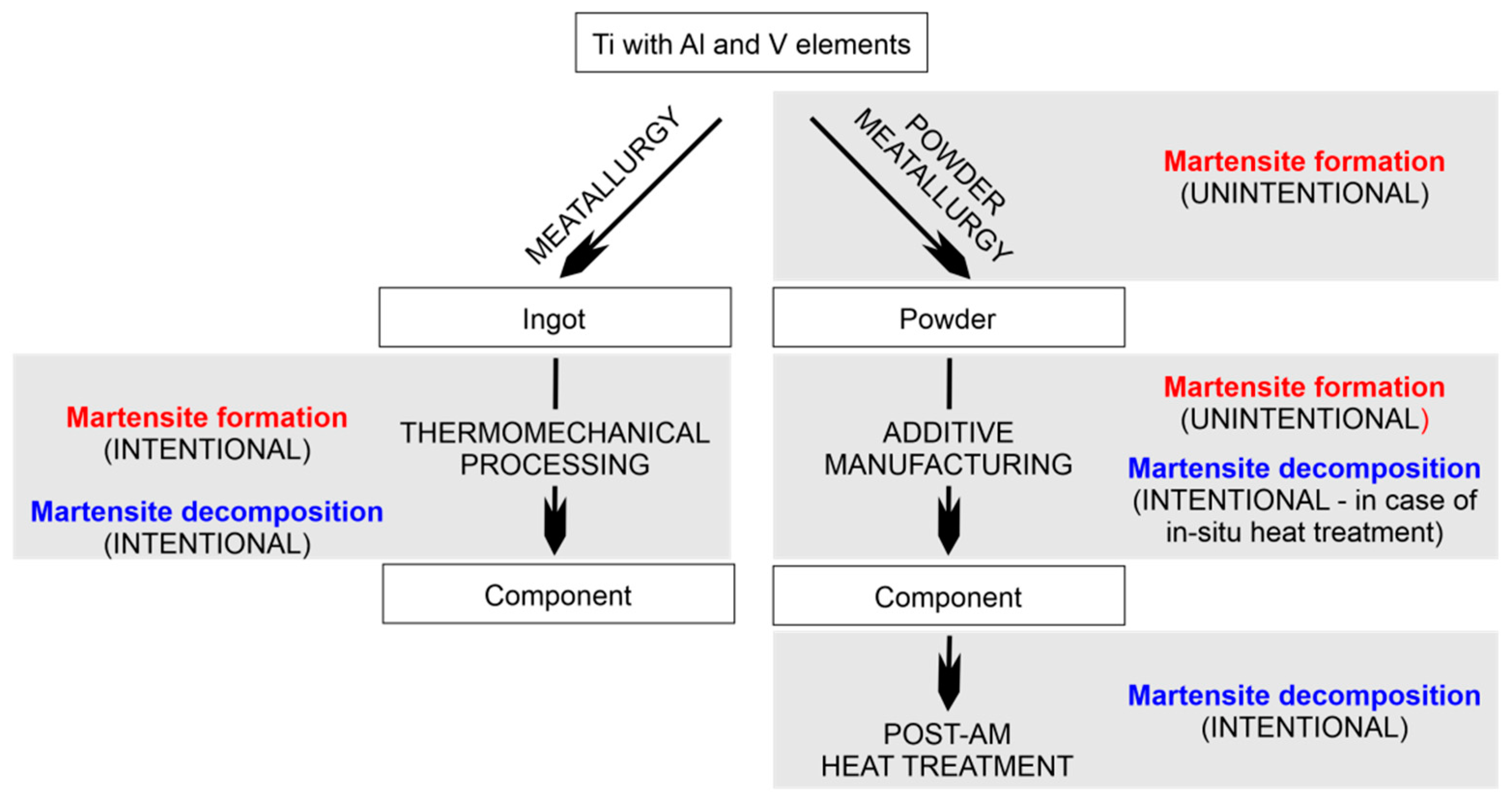
Two-phase titanium alloys, due to their unique properties, are still attractive metallic materials processed by traditional and novel techniques. The α + β↔β, β→α′(α″) and α′(α″)→α + β phase transformations enable their microstructure and mechanical properties to be controlled quite freely. Martensite formation and decomposition have long been used in hardening and tempering operations, respectively, during thermomechanical processing of titanium alloys (Figure 4). In the case of additive manufacturing methods characterized by high temperature gradient and cooling rates, martensite formation is unintentional. Moreover, unintentional martensite formation already occurs during powder preparation [87,88]. Generally, the α′(α″) martensite content in the microstructure of AM components is considered harmful and, therefore, its decomposition is induced during AM processing (in situ heat treatment) and/or afterwards (post-AM or ex situ heat treatment—Figure 4).
Martensitic microstructure in thermomechanically processed α + β alloys is considered to be rather temporary, and after tempering, is transformed into fine-grained α + β microstructure giving high mechanical properties. Martensitic microstructure, mainly in Ti-6Al-4V alloy, is also developed for further plastic deformation. Dependent on deformation conditions, significant grain refinement is achieved—improving the mechanical properties or increasing superplastic deformability.
AM methods seems to effectively extend the application range of structural titanium alloys, even though some production problems still need to be overcome. However, recent findings are promising, and the mechanical properties of the most popular Ti-6Al-4V alloy processed by SLM (yield strength > 1100 MPa, elongation > 10%) are comparable with those obtained using conventional methods.
The role of martensite content in AM components made of titanium alloys is not fully understood. Even in situ or ex situ heat treatment is used for strength increase by martensite decomposition, and high yield strength and excellent tensile elongation can be achieved in Ti-6Al-4V alloy with fully martensitic microstructure composed of ultrafine α′ laths. This aspect is particularly important because AM is used for the manufacture of reliable structural elements—e.g., in the aerospace industry [89] or in medicine [90]. It should be added that ex situ (e.g., post-SLM) heat treatment causes phase transformation and beneficial microstructural changes, but the developed microstructure is still far from what is recommended for surgery implants according to ISO standards [91].
Funding
This research received no external funding.
Data Availability Statement
Not applicable.
Acknowledgments
The TEM image presented in the paper was made by Witold Chromiński (Warsaw University of Technology, Poland). I also want to thank Sergey Zherebtsov (Belgorod State University, Russia) for his valuable comments during manuscript preparation. I devote this work to the memory of Krzysztof Kubiak, who always shared his knowledge and supported me in the research on engineering materials, especially on titanium alloys.
Conflicts of Interest
The author declares no conflict of interest.
References
- Leyens, P.; Peters, M. Titanium and Titanium Alloys—Fundamentals and Applications, 1st ed.; WILEY-VCH GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Motyka, M.; Ziaja, W.; Sieniawski, J. Introductory Chapter: Novel Aspects of Titanium Alloys’ Applications. In Titanium Alloys—Novel Aspects of Their Manufacturing and Processing, 1st ed.; Motyka, M., Ziaja, W., Sieniawski, J., Eds.; IntechOpen: London, UK, 2019; pp. 3–6. [Google Scholar] [CrossRef] [Green Version]
- Motyka, M.; Kubiak, K.; Sieniawski, J.; Ziaja, W. Phase transformations and characterization of α+β titanium alloys. In Comprehensive Materials Processing, 1st ed.; Hashmi, S., Ed.; Elsevier: Amsterdam, The Netherlands, 2019; Volume 2, pp. 7–36. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium, 1st ed.; Springer: Berlin, Germany, 2003. [Google Scholar]
- Peters, M.; Lütjering, G.; Ziegler, G. Control of microstructures of (α+β) titanium alloys. Z. Metallkd. 1983, 74, 274–282. [Google Scholar]
- Lütjering, G. Influence of processing on microstructure and mechanical properties of (α+β) titanium alloys. Mater. Sci. Eng. A 1998, 243, 32–45. [Google Scholar] [CrossRef]
- Wu, H.; Sun, Z.; Cao, J.; Yin, Z. Formation and evolution of tri-modal microstructure during dual heat treatment for TA15 Ti-alloy. J. Alloys Compd. 2019, 786, 894–905. [Google Scholar] [CrossRef]
- Sieniawski, J.; Ziaja, W.; Kubiak, K.; Motyka, M. Microstructure and mechanical properties of high strength two-phase titanium alloys. In Titanium Alloys—Advances in Properties Control, 1st ed.; Sieniawski, J., Ziaja, W., Eds.; InTech: Rijeka, Croatia, 2013; Volume 2, pp. 69–80. [Google Scholar] [CrossRef] [Green Version]
- Semiatin, S.L. An overview of the thermomechanical processing of α/β titanium alloys: Current status and future research opportunities. Metall. Mater. Trans. A 2020, 51, 2593–2625. [Google Scholar] [CrossRef] [Green Version]
- Inagaki, H. Enhanced superplasticity in high strength Ti alloys. Z. Metallkd. 1995, 86, 643–650. [Google Scholar]
- Zherebtsov, S.V.; Salishchev, G.A.; Galeyev, R.M.; Valiakhmetov, O.R.; Mironov, S.Y.; Semaitin, S.L. Production of submicrocrystalline structure in large-scale Ti–6Al–4V billet by warm severe deformation processing. Scripta Mater. 2004, 51, 1147–1151. [Google Scholar] [CrossRef]
- Motyka, M.; Sieniawski, J.; Ziaja, W. Microstructural aspects of superplasticity in Ti–6Al–4V alloy. Mater. Sci. Eng. A 2014, 599, 57–63. [Google Scholar] [CrossRef]
- Chao, Q.; Hodgson, P.D.; Beladi, H. Ultrafine grain formation in a Ti-6Al-4V alloy by thermomechanical processing of a martensitic microstructure. Metall. Mater. Trans. A 2014, 45, 2659–2671. [Google Scholar] [CrossRef]
- Markovsky, P.E. Preparation and properties of ultrafine (submicron) structure titanium alloys. Mater. Sci. Eng. A 1995, 203, L1–L4. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. In Titanium Powder Metallurgy—Science, Technology and Applications, 1st ed.; Qian, M., Froes, F.H., Eds.; Butterworth-Heinemann: Waltham, MA, USA, 2015; pp. 447–468. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- He, J.; Li, D.; Jiang, W.; Ke, L.; Qin, G.; Ye, Y.; Qin, Q.; Qiu, D. The martensitic transformation and mechanical properties of Ti6Al4V prepared via selective laser melting. Materials 2019, 12, 321. [Google Scholar] [CrossRef] [Green Version]
- Xu, Y.; Zhang, D.; Guo, Y.; Hu, S.; Wu, X.; Jiang, Y. Microstructural tailoring of As-Selective Laser Melted Ti6Al4V alloy for high mechanical properties. J. Alloys Compd. 2020, 816, 152536. [Google Scholar] [CrossRef]
- Szafrańska, A.; Antolak-Dudka, A.; Baranowski, P.; Bogusz, P.; Zasada, D.; Małachowski, J.; Czujko, T. Identification of mechanical properties for titanium alloy Ti-6Al-4V produced using LENS technology. Materials 2019, 12, 886. [Google Scholar] [CrossRef] [Green Version]
- Kazantseva, N.; Krakhmalev, P.; Thuvander, M.; Yadroitsev, I.; Vinogradova, N.; Ezhov, I. Martensitic transformations in Ti-6Al-4V (ELI) alloy manufactured by 3D Printing. Mater. Charact. 2018, 146, 101–112. [Google Scholar] [CrossRef]
- Tan, X.; Kok, Y.; Toh, W.Q.; Tan, Y.J.; Descoins, M.; Mangelinck, D.; Tor, S.B.; Leong, K.F.; Chua, C.K. Revealing martensitic transformation and α/β interface evolution in electron beam melting three-dimensional-printed Ti-6Al-4V. Sci. Rep. 2016, 6, 26039. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zafari, A.; Xia, K. High ductility in a fully martensitic microstructure: A paradox in a Ti alloy produced by selective laser melting. Mater. Res. Lett. 2018, 6, 627–633. [Google Scholar] [CrossRef]
- De Formanoir, C.; Martin, G.; Prima, F.; Allain, S.Y.P.; Dessolier, T.; Sun, F.; Vivès, S.; Hary, B.; Bréchet, Y.; Godeta, S. Micromechanical behavior and thermal stability of a dual-phase α+α′ titanium alloy produced by additive manufacturing. Acta Mater. 2019, 162, 149–162. [Google Scholar] [CrossRef] [Green Version]
- Zwicker, U. Titanium and Titanium Alloys, 1st ed.; Springer: Berlin, Germany, 1974. (In German) [Google Scholar]
- Chai, Y.W.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Interfacial defects in Ti–Nb shape memory alloys. Acta Mater. 2008, 56, 3088–3097. [Google Scholar] [CrossRef]
- Banerjee, D.; Williams, J.C. Perspectives on titanium science and technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Moiseev, V.N.; Polyak, É.V.; Sokolova, A.Y. Martensite strengthening of titanium alloys. Met. Sci. Heat Treat. 1975, 17, 687–691. [Google Scholar] [CrossRef]
- Moiseyev, V.N. Titanium Alloys—Russian Aircraft and Aerospace Applications, 1st ed.; CRC Press Taylor & Francis Group: Boca Raton, FL, USA, 2006. [Google Scholar]
- Venkatesh, B.D.; Chen, D.L.; Bhole, S.D. Effect of heat treatment on mechanical properties of Ti–6Al–4V ELI alloy. Mater. Sci. Eng. A 2009, 506, 117–124. [Google Scholar] [CrossRef]
- Jovanović, M.T.; Tadić, S.; Zec, S.; Mišković, Z.; Bobić, I. The effect of annealing temperatures and cooling rates on microstructure and mechanical properties of investment cast Ti–6Al–4V alloy. Mater. Des. 2006, 27, 192–199. [Google Scholar] [CrossRef]
- Chong, Y.; Bhattacharjee, T.; Yi, J.; Shibata, A.; Tsuji, N. Mechanical properties of fully martensite microstructure in Ti-6Al-4V alloy transformed from refined beta grains obtained by rapid heat treatment (RHT). Scripta Mater. 2017, 138, 66–70. [Google Scholar] [CrossRef]
- Mantani, Y.; Tajima, M. Phase transformation of quenched α″ martensite by aging in Ti-Nb alloys. Mater. Sci. Eng. A 2006, 438–440, 315–319. [Google Scholar] [CrossRef]
- Sato, K.; Matsumoto, H.; Kodaira, K.; Konno, T.J.; Chiba, A. Phase transformation and age-hardening of hexagonal α′ martensite in Ti–12 mass%V–2 mass%Al alloys studied by transmission electron microscopy. J. Alloys Compd. 2010, 506, 607–614. [Google Scholar] [CrossRef]
- Zeng, L.; Bieler, T.R. Effects of working, heat treatment, and aging on microstructural evolution and crystallographic texture of α, α′, α″ and α phases in Ti-6Al-4V wire. Mater. Sci. Eng. A 2005, 392, 403–414. [Google Scholar] [CrossRef]
- Bylica, A.; Sieniawski, J. Tytan i Jego Stopy, 1st ed.; PWN: Warsaw, Poland, 1985. (In Polish) [Google Scholar]
- Gil Mur, F.X.; Rodríguez, D.; Planell, J.A. Influence of tempering temperature and time on the α″-Ti-6Al-4V martensite. J. Alloys Compd. 1996, 234, 287–289. [Google Scholar] [CrossRef]
- Qazi, J.I.; Senkov, O.N.; Rahim, J.; Froes, F.H. Kinetics of martensite decomposition in Ti-6Al-4V-xH alloys. Mater. Sci. Eng. A 2003, 359, 137–149. [Google Scholar] [CrossRef]
- Sieniawski, J.; Filip, R.; Kubiak, K. Influence of ageing time and temperature on mechanical properties of two-phase titanium alloy Ti-6Al-2Mo-2Cr at high temperature. Inz. Materialowa 1998, 19, 536–539. [Google Scholar]
- Barriobero-Vila, P.; Oliveira, V.B.; Schwarz, S.; Buslaps, T.; Requena, G. Tracking the α″ martensite decomposition during continuous heating of a Ti-6Al-6V-2Sn alloy. Acta Mater. 2017, 135, 132–143. [Google Scholar] [CrossRef]
- Yu, H.; Li, W.; Li, S.; Zou, H.; Zhai, T.; Liu, L. Study on transformation mechanism and kinetics of α′ martensite in TC4 alloy isothermal aging process. Crystals 2020, 10, 229. [Google Scholar] [CrossRef] [Green Version]
- Lee, S.W.; Park, C.H.; Hong, J.K.; Yeom, J.-T. Aging temperature dependence of α″-martensite decomposition mechanism in Ti-Al-Fe-Si alloy. Metall. Mater. Trans. A 2018, 49, 5913–5918. [Google Scholar] [CrossRef]
- Li, X.; Sha, M.; Chu, J. Compressive deformability of hardened titanium alloy VT16. Met. Sci. Heat Treat. 2009, 51, 594–598. [Google Scholar] [CrossRef]
- Illarionov, A.G.; Demakov, S.L.; Stepanov, S.I.; Illarionova, S.M. Structural and phase transformations in a quenched two-phase titanium alloy upon cold deformation and subsequent annealing. Phys. Met. Metallogr. 2015, 116, 267–273. [Google Scholar] [CrossRef]
- Matsumoto, H.; Kodaira, K.; Sato, K.; Konno, T.J.; Chiba, A. Microstructure and mechanical properties of α′ martensite type Ti alloys deformed under α′ the processing. Mater. Trans. 2009, 50, 2744–2750. [Google Scholar] [CrossRef] [Green Version]
- Gu, J.L.; Sun, X.J.; Bai, B.Z.; Chen, N.P. Microstructural evolution during fabrication of ultrafine grained alpha+beta titanium alloy. Mater. Sci. Technol. 2001, 17, 1516–1524. [Google Scholar] [CrossRef]
- Motyka, M.; Baran-Sadleja, A.; Sieniawski, J.; Wierzbińska, M.; Gancarczyk, K. Decomposition of deformed α′(α″) martensitic phase in Ti-6Al-4V alloy. Mater. Sci. Technol. 2019, 35, 260–272. [Google Scholar] [CrossRef]
- Motyka, M.; Ziaja, W.; Baran-Sadleja, A.; Ślemp, K. The effect of plastic deformation on martensite decomposition process in Ti-6Al-4V alloy. In Proceedings of the 14th World Conference on Titanium (Ti 2019), Nantes, France, 10–14 June 2019; Volume 21, p. 12034. [Google Scholar] [CrossRef]
- Kubiak, K.; Sieniawski, J. Development of the microstructure and fatigue strength of two phase titanium alloys in the processes of forging and heat treatment. J. Mater. Process. Technol. 1998, 78, 117–121. [Google Scholar] [CrossRef]
- Motyka, M.; Sieniawski, J. The influence of initial plastic deformation on microstructure and hot plasticity of α+β titanium alloys. Arch. Mat. Sci. Eng. 2010, 41, 95–103. [Google Scholar]
- Nieh, T.G.; Wadsworth, J.; Sherby, O.D. Superplasticity in Metals and Ceramics, 1st ed.; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar] [CrossRef]
- Jackson, M. Superplastic forming and diffusion bonding of titanium alloys. In Superplastic Forming of Advanced Metallic Materials—Methods and Applications, 1st ed.; Giuliano, G., Ed.; Woodhead Publishing: Cambridge, UK, 2011. [Google Scholar] [CrossRef]
- Valiev, R.; Islamgaliev, R.; Semenova, I.; Yunusova, N. New trends in superplasticity in SPD-processed nanostructured materials. Int. J. Mater. Res. 2007, 98, 314–319. [Google Scholar] [CrossRef]
- Inagaki, H. Mechanism of enhanced superplasticity in thermomechanically processed Ti-6Al-4V. Z. Metallkd. 1996, 87, 179–186. [Google Scholar]
- Shell, E.B.; Semiatin, S.L. Effect of initial microstructure on plastic flow and dynamic globularization during hot working of Ti-6Al-4V. Metall. Mater. Trans. A 1999, 30, 3219–3229. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Bieler, T.R. The effect of alpha platelet thickness on plastic flow during hot working of TI–6Al–4V with a transformed microstructure. Acta Mater. 2001, 49, 3565–3573. [Google Scholar] [CrossRef]
- Park, C.H.; Ko, Y.G.; Park, J.W.; Lee, C.S. High-temperature deformation behavior of ELI Grade Ti-6Al-4V alloy with martensite microstructure. Mater. Sci. Eng. A 2008, 496, 150–158. [Google Scholar] [CrossRef]
- Park, C.H.; Park, K.T.; Shin, D.H.; Lee, C.S. Microstructural mechanisms during dynamic globularization of Ti-6Al-4V alloy. Mater. Trans. 2008, 49, 2196–2200. [Google Scholar] [CrossRef] [Green Version]
- Matsumoto, H.; Bin, L.; Lee, S.-H.; Li, Y.; Ono, Y.; Chiba, A. Frequent occurrence of discontinuous dynamic recrystallization in Ti-6Al-4V alloy with α′ martensite starting microstructure. Metall. Mater. Trans. A 2013, 44, 3245–3260. [Google Scholar] [CrossRef]
- Senkov, O.N.; Jonas, J.J.; Froes, F.H. Recent advances in the thermohydrogen processing of titanium alloys. JOM 1996, 48, 42–47. [Google Scholar] [CrossRef]
- Yoshimura, H.; Kimura, K.; Hayashi, M. Ultra-fine equiaxed grain refinement of titanium alloys by hydrogenation, hot working, heat treatment and dehydrogenation. Nippon Steel Tech. Rep. 1994, 62, 80–84. [Google Scholar]
- Murzinova, M.A.; Salishev, G.A.; Afonichev, D.D. Formation of nanocrystalline structure in two-phase titanium alloy by combination of thermohydrogen processing with hot working. Int. J. Hydrogen Energy 2002, 27, 775–782. [Google Scholar] [CrossRef]
- Qazi, J.L.; Rahim, J.; Senkov, O.N.; Froes, F.H. Phase transformations in the Ti-6Al-4V-H system. JOM 2002, 54, 68–71. [Google Scholar] [CrossRef]
- Zong, Y.-Y.; Huang, S.-H.; Guo, B.; Shan, D.-B. In situ study of phase transformation in Ti-6Al-4V-xH alloys. Trans. Nonferrous Met. Soc. China 2015, 25, 2901–2911. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Qiao, B.; Dong, C.; Tong, S.; Kong, D.; Ni, X.; Zhang, H.; Wang, L.; Li, X. Anisotropy in α′ martensite and compression behavior of Ti6Al4V prepared by selective laser melting. Mater. Res. Express 2019, 6, 126548. [Google Scholar] [CrossRef]
- Qian, M.; Xu, W.; Brandt, M.; Tang, H.P. Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bull. 2016, 41, 775–784. [Google Scholar] [CrossRef] [Green Version]
- Moridi, A.; Demir, A.G.; Caprio, L.; Hart, A.J.; Previtali, B.; Colosimo, B.M. Deformation and failure mechanisms of Ti–6Al–4V as built by selective laser melting. Mater. Sci. Eng. A 2019, 768, 1384568. [Google Scholar] [CrossRef]
- Barriobero-Vila, P.; Gussone, J.; Haubrich, J.; Sandlöbes, S.; Da Silva, J.C.; Cloetens, P.; Schell, N.; Requena, G. Inducing stable α + β microstructures during selective laser melting of Ti-6Al-4V using intensified intrinsic heat treatments. Materials 2017, 10, 268. [Google Scholar] [CrossRef]
- Ali, H.; Ma, L.; Ghadbeigi, H.; Mumtaz, K. In-situ residual stress reduction, martensitic decomposition and mechanical properties enhancement through high temperature powder bed pre-heating of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2017, 695, 211–220. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Caram, R.; Jardini, A.L.; Fogagnolo, J.B. Ductility improvement due to martensite α′ decomposition in porous Ti-6Al-4V parts produced by selective laser melting for orthopedic implants. J. Mech. Behav. Biomed. Mater. 2016, 54, 149–158. [Google Scholar] [CrossRef] [PubMed]
- Caoa, S.; Hu, Q.; Huang, A.; Chen, Z.; Sun, M.; Zhang, J.; Fu, C.; Jia, Q.; Lim, C.V.S.; Boyer, R.R.; et al. Static coarsening behaviour of lamellar microstructure in selective laser melted Ti-6Al-4V. J. Mater. Sci. Technol. 2019, 35, 1578–1586. [Google Scholar] [CrossRef]
- Neikter, M.; Huang, A.; Wu, X. Microstructural characterization of binary microstructure pattern in selective laser-melted Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2019, 104, 1381–1391. [Google Scholar] [CrossRef] [Green Version]
- Zafari, A.; Barati, M.R.; Xia, K. Controlling martensitic decomposition during selective laser melting to achieve best ductility in high strength Ti-6Al-4V. Mater. Sci. Eng. A 2019, 744, 445–455. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, Q.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Yamanaka, K.; Mori, M.; Chiba, A. Martensitic transformation and its effects on microstructural evolution and mechanical properties in electron beam melting of commercially pure titanium and Ti-6Al-4V alloy. In Proceedings of the 13th World Conference on Titanium, San Diego, CA, USA, 16–20 August 2015; Venkatesh, V., Pilchak, A.L., Allison, J.E., Ankem, S., Boyer, R., Christodoulou, J., Fraser, H.L., Imam, M.A., Kosaka, Y., Rack, H.J., et al., Eds.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2016. Chapter 218. [Google Scholar] [CrossRef]
- Ganor, Y.I.; Tiferet, E.; Vogel, S.C.; Brown, D.W.; Chonin, M.; Pesach, A.; Hajaj, A.; Garkun, A.; Samuha, S.; Shneck, R.Z.; et al. Tailoring microstructure and mechanical properties of additively-manufactured Ti6Al4V using post processing. Materials 2021, 14, 658. [Google Scholar] [CrossRef]
- Dumontet, N.; Connétable, D.; Malard, B.; Viguier, B. Elastic properties of the α′ martensitic phase in the Ti-6Al-4V alloy obtained by additive manufacturing. Scripta Mater. 2019, 167, 115–119. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Antolak-Dudka, A.; Płatek, P.; Durejko, T.; Baranowski, P.; Małachowski, J.; Sarzyński, M.; Czujko, T. Static and dynamic loading behavior of Ti6Al4V honeycomb structures manufactured by laser engineered net shaping (LENSTM) technology. Materials 2019, 12, 1225. [Google Scholar] [CrossRef] [Green Version]
- Qiu, C.; Ravi, G.A.; Dance, C.; Ranson, A.; Dilworth, S.; Attallah, M.M. Fabrication of large Ti–6Al–4V structures by direct laser deposition. J. Alloys Compd. 2015, 629, 351–361. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Wu, X.; Dargusch, M.S. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater. Sci. Eng. A 2017, 705, 385–393. [Google Scholar] [CrossRef]
- Murgau, C.C. Microstructure Model for Ti-6Al-4V Used in Simulation of Additive Manufacturing. Ph.D. Thesis, Luleå University of Technology, Luleå, Sweden, May 2016. [Google Scholar]
- Adamus, J.; Lacki, P.; Motyka, M. EBW titanium sheets as material for drawn parts. Arch. Civ. Mech. Eng. 2015, 15, 42–47. [Google Scholar] [CrossRef]
- Fan, Y.; Tian, W.; Guo, Y.; Sun, Z.; Xu, J. Relationships among the microstructure, mechanical properties, and fatigue behavior in thin Ti6Al4V. Adv. Mater. Sci. Eng. 2016, 7278267. [Google Scholar] [CrossRef] [Green Version]
- Molak, R.M.; Araki, H.; Watanabe, M.; Katanoda, H.; Ohno, N.; Kuroda, S. Warm spray forming of Ti-6Al-4V. J. Therm. Spray Technol. 2014, 23, 197–212. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Zhao, S.Y.; Tan, P.; Wang, J.; Xiang, C.S.; Tang, H.P. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- Birt, A.M.; Champagne, V.K.J.; Sisson, R.D.; Apelian, D. Microstructural analysis of Ti–6Al–4V powder for cold gas dynamic spray applications. Adv. Powder Technol. 2015, 26, 1335–1347. [Google Scholar] [CrossRef]
- Ulhmann, E.; Kersting, R.; Klein, T.B.; Cruz, M.F.; Borille, A.V. Additive manufacturing of titanium alloy for aircraft components. Proc. CIRP 2015, 35, 55–60. [Google Scholar] [CrossRef]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective laser melting of Ti6Al4V alloy for biomedical applications: Temperature monitoring and microstructural evolution. J. Alloys Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
Figure 1.
Martensitic microstructure in Ti-6Al-4V alloy after water quenching from the temperature of 1050 °C (β phase range): fully martensitic microstructure with visible prior β grains (LM) (a), common orientation of α′ needles in prior β grain (LM) (b), α′ needles growing perpendicular to the prior β grain boundary (LM/DIC) (c), twins and dislocation substructure in α′ needles (TEM) (d); LM—light microscopy, DIC—differential interference contrast, TEM—transmission electron microscopy.
Figure 1.
Martensitic microstructure in Ti-6Al-4V alloy after water quenching from the temperature of 1050 °C (β phase range): fully martensitic microstructure with visible prior β grains (LM) (a), common orientation of α′ needles in prior β grain (LM) (b), α′ needles growing perpendicular to the prior β grain boundary (LM/DIC) (c), twins and dislocation substructure in α′ needles (TEM) (d); LM—light microscopy, DIC—differential interference contrast, TEM—transmission electron microscopy.


Figure 2.
The effect of isomorphous β-stabilizing elements on martensite start temperature (TMs) of α′ and α″ phases (drawn based on [27]).
Figure 2.
The effect of isomorphous β-stabilizing elements on martensite start temperature (TMs) of α′ and α″ phases (drawn based on [27]).

Figure 3.
Morphology of α and β phases (SEM) in Ti-6Al-4V alloy having initial fully martensitic microstructure: after tempering at 900 °C without (a) and with preceding cold deformation (b) and after hot deformation at 900 °C (c).
Figure 3.
Morphology of α and β phases (SEM) in Ti-6Al-4V alloy having initial fully martensitic microstructure: after tempering at 900 °C without (a) and with preceding cold deformation (b) and after hot deformation at 900 °C (c).

Figure 4.
Martensite formation and decomposition at different stages of traditional and additive manufacturing processes.
Figure 4.
Martensite formation and decomposition at different stages of traditional and additive manufacturing processes.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Motyka, M. Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview. Metals 2021, 11, 481. https://doi.org/10.3390/met11030481
AMA Style
Motyka M. Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview. Metals. 2021; 11(3):481. https://doi.org/10.3390/met11030481
Chicago/Turabian StyleMotyka, Maciej. 2021. "Martensite Formation and Decomposition during Traditional and AM Processing of Two-Phase Titanium Alloys—An Overview" Metals 11, no. 3: 481. https://doi.org/10.3390/met11030481
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.